Redukcja Lead Time o 60% w produkcji wałków wielowypustowych
Kontekst biznesowy
Firma produkuje wałki wielowypustowe, które są elementem altenatorów samochodowych. Business działa w sektorze rynku wtórnego gdzie koszty są głównym driverem, stąd wiele operacji jest wykonywanych bez zaawansowanych technologii.
Wałek wielowypustowy to utwardzony pręt stalowy z nacięciami, które po montażu obracają koła zębate alternatora, jak pokazuje rysunek obok.
Klienci zamawiają około 20,000 szt. miesiecznie
Wyzwanie
Klienci oczekiwali krotszego czasu oczekiwania na realizację zamówienie. Ponadto koszty produkcji były wysokie w związku z duża ilością zapasów w toku składowanych w fabryce.
Current State
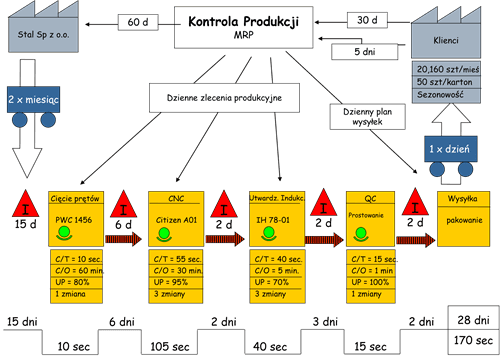
Mapa VSM pokazuje stan obecny procesu, przed modyfikacjami.
Materiałem wejściowym były pręty stalowe, które docinano na pile do odpowiedniej długości. Następnie na obrabiarce CNC szlifowano średnicę oraz wykonywano wypusty. Gotowy wałek poddawano utwardzaniu indukcyjnemu, a ostatnim etapem było prostowanie w celu uzyskania odpowiedniej prostoliniowości.
Okolo 70% wałków wymagało prostowania wynikającego z dużych stresów termicznych w procesie utwardzania.
Łączny czas przetwarzania jednego wałka wynosił 170 sekund, podczas gdy średni poziom zapasów w toku w całym zakładzie sięgał 28 dni.
Nasze podejście
- Został powołany wielofunkcyjny 7-osobowy zespół składający się z inżynierów procesu, lidera produkcji, operatora maszyny CNC, handlowca odpowiedzialnego za zakup stali oraz kierownika działu produkcji.
- Zbieranie danych produkcyjnych trwało około jeden tydzień. Głównie obciażeni tą odpowiedzialnoscią byli inżynierowie procesu.
- Następnie zespół w ciągu dwóch dni warsztatu opracował mapę stanu obecnego, przeprowadził burzę mozgów nad usprawnieniami, stworzył omapę stanu przyszłego oraz plan działań do realizacji.
- Wdrażanie usprawnień zajęło kolejne trzy miesiące. W tym czasie zespół odbywał cotygodniowe, około godzinne spotkania w celu monitorowania postępów realizacji zadań.
- Na zakończenie odbyła się prezentacja rezultatów przed kierownictwem firmy.
Future State
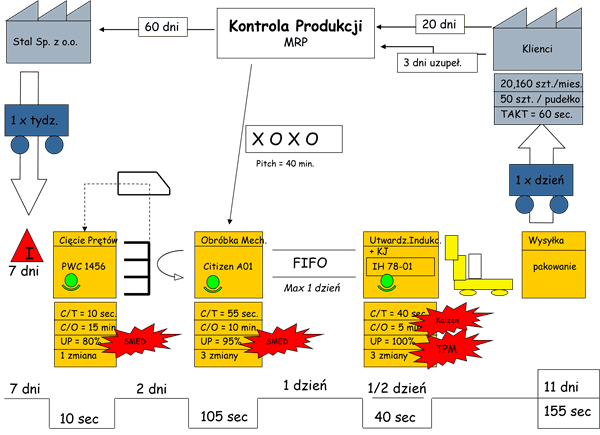
Aby zwiększyć przepływ, ograniczyć zapasy i skrócić czas realizacji zamówień, przeprojektowano proces produkcyjny w oparciu o zasady Lean i system Pull.
Redukcja czasu przezbrojenia (SMED)
Skrócono czas przezbrojenia na obrabiarce CNC z 30 do 10 minut oraz na pile z 60 do 15 min. Pozwoliło to znacząco zmniejszyć wielkość partii produkcyjnych i zwiększyć elastyczność produkcji.
Wdrożenie supermarketu i sterowania przepływem
Pomiędzy piłą a CNC wprowadzono supermarket dla dociętych prętów.
Dzięki temu planowanie zostało uproszczone – zlecenia trafiały wyłącznie na stanowisko CNC, a dalszy przepływ był sterowany przez Kanban i FIFO.
Połączenie operacji
Połączono operacje utwardzania indukcyjnego i kontroli jakości, eliminując zbędne przekazania i redukując zapotrzebowanie na zasoby.
Redukcja awaryjności (TPM)
Wdrożono standardy czyszczenia i konserwacji dla urządzenia do utwardzania indukcyjnego, co ograniczyło przestoje i poprawiło stabilność procesu.
Rezultaty
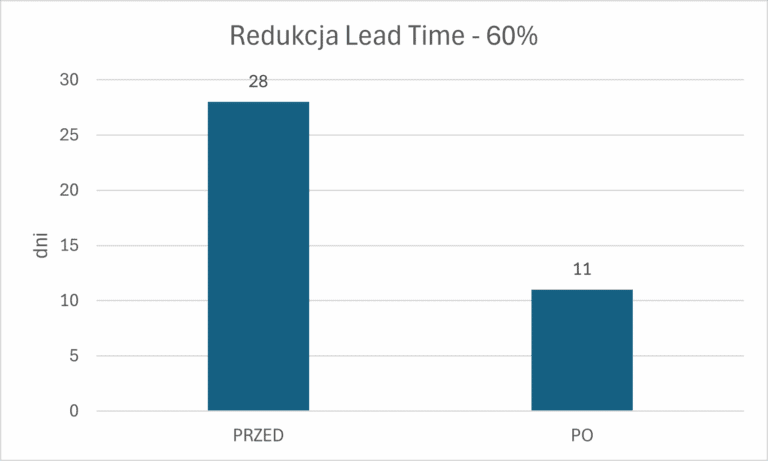
- Lead Time został skrócony o 60% (z 28 na 11 dni)
- Znacząca redukcja zapasów w toku (WIP)
- Uproszczone planowanie produkcji
- Wyższa elastyczność i krótszy czas reakcji na zamówienia klientów, wysyłka średnio w 2 tygodnie, w porównaniu do 3-4 tygodniu poprzednio.
- Redukcja kosztów operacyjnych (m.in. optymalizacja zatrudnienia)
Masz podobny problem z długim Lead Time w swoim procesie?
Pomożemy Ci szybko zidentyfikować źródła strat i wdrożyć rozwiązania, które przynoszą mierzalne efekty – bez zbędnej teorii